การพ่นสี 1 (Painting)
1. หัวข้อการปรับปรุง
การกำหนดเงื่อนไขที่ดีในการพ่นสี (Suitability Painting Condition)
2. แรงจูงใจ / สาเหตุที่ต้องทำการปรับปรุง
สืบเนื่องจากการผลิตที่ไม่เสร็จสิ้นในทันที จำต้องมีการ rework ซึ่ง เป็นการเพิ่มกระบวนการนั้น สาเหตุประการหนึ่งมาจากวิธีการพ่นที่ไม่ได้มาตรฐาน ซึ่งเกิดจากหลายปัจจัยด้วยกัน อย่างเช่น อุปกรณ์ที่ไม่พร้อม ส่งผลให้การทำงานเกิดการติดขัดขึ้น , ความเข้าใจผิดในการพ่นว่าวิธีพ่นเช่นนั้นเป็นแบบที่ถูกต้องแล้ว และ รวมถึงความไม่สม่ำเสมอในการพ่นของผู้พ่นเอง เช่น ระยะห่างที่พ่นของปืนพ่นกับชิ้นงานในแต่ละครั้งนั้นไม่เท่ากันบ้าง หรือบางชิ้นอาจจะพ่นนานกว่าอีกชิ้นหนึ่งบ้าง เหล่านี้เป็นปัญหาสำคัญที่คนส่วนใหญ่มักจะมองข้ามไป ซึ่งส่งผลให้เกิดของเสีย (defect) ตามมาในภายหลัง จากการพ่น ดังนั้นจึงเป็นความจำเป็นที่ต้องมีการกำหนดเงื่อนไขที่ดีในการพ่นสีขึ้นมา นั่นเอง เนื่องจากละอองสีที่พ่นออกไปนั้นเป็นสิ่งที่คาดคะเนได้ยาก บวกกับปัจจัยทางธรรมชาติ เช่น ฝุ่นผงและอุณหภูมิ จึงเป็นเหตุให้ของเสียเกิดขึ้นได้โดยง่าย ดังเช่นของเสียที่พบบ่อยเหล่านี้ ได้แก่
2.1 สีบาง (Thin) หรือไม่ทั่วถึง (Not cover) เกิดจากระยะการพ่นที่ไกลเกินไปและวิธีการพ่นไม่ถูกต้องทำให้ที่ผิวงานมองดูไม่กลมกลืนตลอดทั้งชิ้น หรือมีลักษณะความเหลื่อมล้ำของสีอยู่ในตัว
2.2 ผิวส้ม (Orange peel) เกิดจากแรงดันในการ พ่นต่ำเกินไป หรือใช้ตัวทำละลาย (solvent) เช่น ทินเนอร์ ที่มีคุณภาพต่ำ ส่งผลให้การไหลของสีไม่ราบเรียบ เพราะผิวหน้าเกิดการแห้งเร็วเกินไป
2.3 สีย้อย (Runs) เกิดจากการผสมตัวทำละลายเช่น ทินเนอร์ นั้นมากเกินไป และพ่นใกล้ชิ้นงานมากเกินไป และเป็นไปได้ที่ผิวชิ้นงานเกิดมีความร้อนสะสมมากเกินไปขณะทำการพ่น นั่นเอง
3. Know how / แนวคิดที่เอามาใช้ในการปรับปรุง
ตามที่ทราบกันดีแล้วว่า ความสามารถและความชำนาญในการพ่นสีของแต่ละบุคคลนั้นมีความแตกต่าง
ไม่เท่าเทียมกัน ดังนั้นจึงเป็นการยากที่งานพ่นสีจะออกมาดีมีความสม่ำเสมอเหมือนกันในทุกชิ้นงาน หรือทุก lot หาก ปราศจากเงื่อนไขที่ดีที่เป็นมาตรฐานในการทำงานนั่นเอง ดังนั้นจึงต้องมุ่งเน้นการปรับปรุงในส่วนนี้ให้ตั้งอยู่บนมาตรฐานเดียวกัน ให้ได้ กล่าวคือ การพ่นสีบนชิ้นงานใด ๆ ของทุกครั้งที่มีการพ่นนั้น ให้ปฏิบัติตามมาตรฐานการพ่นที่ได้จัดทำไว้ เพื่อคำนึงถึงการปฏิบัติตามเงื่อนไขที่ดีที่เป็นไปในแนวทางเดียวกันได้ ซึ่งผลลัพธ์ที่ได้จะสามารถควบคุมคุณภาพของชิ้นงานทุกชิ้นให้มีความสม่ำเสมอเท่าเทียมกันในระดับที่ สามารถยอมรับได้นั่นเอง
4. รายละเอียด วิธีการปรับปรุง
กฏพื้นฐาน 8 ประการ ที่จะทำให้การพ่นสีชิ้นงานมีความสวยงาม
1. ทำความสะอาดพื้นผิว ทำความสะอาดพื้นผิวที่จะพ่นสีให้เรียบร้อยก่อนชิ้นงานที่เป็นพลาสติก ให้ชำระล้างด้วยน้ำ ส่วนชิ้นงานที่เป็นโลหะให้ล้างด้วยน้ำยาฟอสเฟต เพื่อกำจัดสิ่งปนเปื้อนที่ติดมาในกระบวนการก่อนหน้า เช่น คราบน้ำมันหรือจารบี ฝุ่นผงหรือเม็ดทราย เป็นต้น
2. เทคนิคการขัดกระดาษทรายที่ถูกต้อง รอยขูดขีดของกระดาษทรายจะไม่เกิดขึ้น ถ้าใช้กระดาษทรายเบอร์ 320 หรือที่มีความละเอียดมาก ๆ เทคนิคที่สำคัญในการขัดคือ ใช้แรงกดกระดาษทรายขัดเบา ๆ ลงบนชิ้นงาน ซึ่งเป็นการขัดที่ถูกวิธี

3. ใช้ทินเนอร์ที่มีคุณภาพสูง การใช้ทินเนอร์ที่มีคุณภาพต่ำ แม้ว่าจะประหยัดเงินได้ไม่กี่บาท แต่อาจสร้างความยุ่งยากให้กับงานเป็นอย่างมากในภายหลัง ซึ่งทำให้เสียเวลาและค่าใช้จ่ายในการ rework ดังนั้นจึงควรตัดสินใจใช้ที่มีคุณภาพสูง
4. การใช้ปริมาณทินเนอร์ที่ถูกต้อง ห้ามลดอัตราส่วนทินเนอร์ในการผสมสี จนต่ำกว่าอัตราการผสมสีที่กำหนดไว้ตามสีชนิดนั้น ๆ เป็นอันขาด เพราะหากผสมทินเนอร์มากเกินเล็กน้อยจะให้ผลดีกว่าการผสมสีโดยใช้ทินเนอร์น้อยเกินไป เมื่อต้องการพ่นสีให้หนา ก็ห้ามลดทินเนอร์ลง หากทำเช่นนี้จะทำให้เกิดปัญหาของเสียตามมา ถ้าต้องการพ่นสีให้หนาควรทำการพ่นสีหลาย ๆ ชั้น
5. การกวนสีให้เข้ากันเป็นเนื้อเดียวกัน ในการกวนสี ผู้พ่นต้องทราบดีว่า สีที่จะนำไปพ่นเป็นสีของบริษัทไหน และเป็นสีชนิดใด เช่นสีพื้น (primer) สีทับหน้า (top coat) สีแลคเกอร์ สีอีนาเมล สีอะคริลิก และต้องจำไว้เสมอว่า การคนสีจะต้องคนให้เนื้อสีเข้าเป็นเนื้อสีเดียวกันจริง ๆ ก่อนนำไปพ่นสี
6. การใช้ความดันลมต่ำ การใช้ความดันลมสูงเกินไป อาจทำให้เกิดปัญหามากมาย เช่น สีแห้งก่อนถึงชิ้นงาน หรือสีด้าน การเกาะตัวของสีไม่ดีมีรูพรุน สีไม่ขึ้นเงา ทำให้สีฟุ้งกระจายออกไปหมด ซึ่งทำให้สิ้นเปลืองสี ดังนั้นหากผู้พ่นสีผสมสีได้ถูกส่วนและใช้ความดันลมที่ถูกต้อง จะทำให้สีเกิดการกระจายหรือเป็นละอองฝอยได้ดีมาก โดยปกติแล้วจะใช้ความดันลมประมาณ 40-45 ปอนด์ต่อตารางนิ้ว (PSI)
7. วิธีการพ่นสีที่ถูกต้อง ผู้พ่นสีควรถือปืนพ่นสีให้ตั้งฉากกับชิ้นงาน และมีระยะห่างจากปลายของปืนพ่นสีจนถึงชิ้นงาน ประมาณ 15-20 cm. ความกว้างของสีที่พ่นออกไปควรจะประมาณ 10-15 cm. ช่วงเวลาของการพ่นสีในแต่ละชั้นนั้นขึ้นอยู่กับคู่มือบริษัทผู้ผลิตแนะนำ โดยเฉพาะอย่างยิ่งเมื่อพ่นสีชั้นแรกเสร็จเรียบร้อยแล้ว ควรรอให้สีชั้นแรกแห้งก่อนแล้วจึงทำการพ่นชั้นถัดไปทับลงไปได้
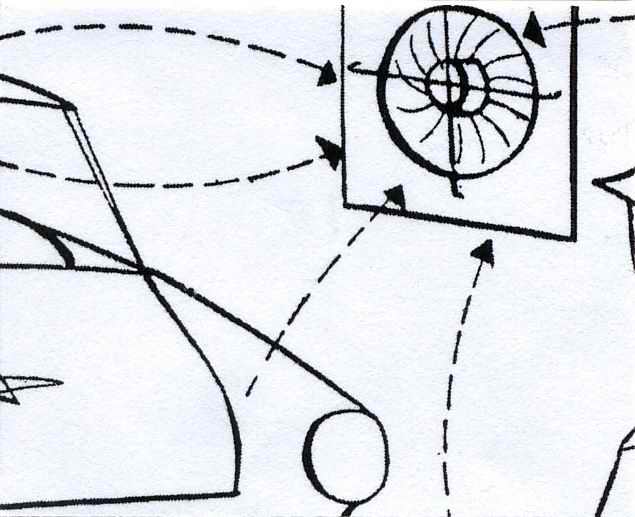
8. ต้องมีอากาศถ่ายเทที่ดี จะเห็นได้ว่าอุณหภูมิของอากาศที่เหมาะสมในการพ่นสี ประมาณ 18-35 °C และควรเป็นอากาศแห้ง โดยเฉพาะอย่างยิ่งระหว่างการรอแห้งของสีที่พ่นเสร็จแล้ว ไม่ควรเก็บชิ้นงานไว้ในห้องที่อับอากาศ หรือการระบายอากาศไม่ดีพอ
หลักการในการพ่นสีที่เหมาะสม
เพื่อให้ผิวชิ้นงานที่ทำการพ่นออกมามีความสม่ำเสมอราบเรียบตลอดทั่วกันทั้งชิ้น จึงควรกำหนดเงื่อนไขให้อัตราการไหลของสีมีความเท่ากันของทุกปืนพ่น นั่นคือ L1=L2=L3 และ R1=R2=R3 ซึ่ง ควรทำเป็นมาตรฐานในการใช้งานสำหรับในแต่ละชนิดของชิ้นงานนั้น ๆ ที่มีความแตกต่างกันทั้งทางด้านรูปร่างลักษณะและเงื่อนไขชนิดของสีที่ใช้ ส่วนความเร็วในการเคลื่อนที่ปืนพ่นก็ควรมีมาตรฐานด้วยเช่นกัน โดยทั่วไปอยู่ที่ประมาณ 600 mm. ต่อวินาที เพราะหากเดินปืนพ่นสีช้า จะทำให้สีย้อย แต่ถ้าเดินปืนพ่นสีเร็วจะทำให้สีบาง รูปที่ 12 คือ กราฟแสดงความสัมพันธ์ระหว่างการเคลื่อนที่ของปืนพ่นสีกับความหนาของชั้นสี โดยถ้าเพิ่มความเร็วในการพ่นเป็นสองเท่าจะทำให้ความหนาชั้นสีลดลงถึงหนึ่งใน สามส่วนตารางที่ 1 แสดงความสัมพันธ์ที่ควรปฏิบัติของการเคลื่อนที่ปืนพ่นสี โดยพิจารณาถึงปริมาณสีที่พ่น และระยะทางของปืนพ่น
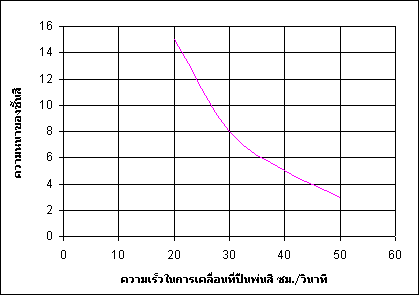
รูปที่ 12 กราฟความเร็วในการเคลื่อนปืนพ่นสี
เพื่อหลีกเลี่ยงปัญหาพ่นไม่ทั่วและสีบาง ฉะนั้นจึงต้องมีการกำหนดระยะการเคลื่อนที่ของปืนพ่น เพื่อให้ละอองสีที่พ่นออกไปนั้นครอบคลุมชิ้นงานตลอดทั้งชิ้น ดังรูปที่ 14 ระยะ L1 คือระยะที่มีการพ่น และ Lp คือขนาดของชิ้นงาน ดังนั้นเงื่อนไขที่ดีคือ L1 > Lp โดยค่า α ≈ 5-10 cm. ต่อด้าน
ในการพ่นสีนั้นระยะห่างของปืนพ่นสีกับชิ้นงาน ควรอยู่ในระยะที่ถูกต้อง เพราะระยะการพ่นที่เหมาะสม ส่งผลโดยตรงกับคุณภาพของชิ้นงาน ซึ่งปัญหาที่พบส่วนใหญ่มักจะเกิดการไหลย้อยของสี หากทำการพ่นใกล้เกินไป แต่หากพ่นห่างเกินไปก็อาจเกิดปัญหาสีบางได้ ดังนั้นจึงควรมีการทดลองหาระยะที่เหมาะสมขึ้นมาวางเป็นมาตรฐานไว้ โดยมาตรฐานนั้น ๆ ขึ้นอยู่กับสเปคของงานในแต่ละชนิดที่มีความแตกต่างกัน โดยทั่วไประยะดังกล่าวจะอยู่ประมาณ 15-20 cm. โดยวัดจากปลายของหัวฉีดปืนพ่นถึงผิวชิ้นงาน ดังรูปที่ 15
รูปแบบของการกระจายของละอองสีนั้นก็ควรมีมาตรฐานเดียวกันเช่นกัน นั่นคือ W1=W2=W3 และควรกำหนดให้มีระยะซ้อนทับ (over lap) กันบนชั้นสีด้วย เพื่อความต่อเนื่องของการพ่นและขจัดปัญหาพ่นไม่ทั่วนั่นเอง
ในชิ้นงานที่มีความยาวค่อนข้างมาก ให้แบ่งช่วงการพ่นออกเป็น 2-3 ช่วง โดยในแต่ละช่วงให้มีช่วงเกยกันประมาณ 10-12 mm. ดังรูปที่ 17
การเคลื่อนปืนพ่นสีต้องให้ขนานกับชิ้นงาน ไม่ควรเคลื่อนปืนพ่นสีเอียงขึ้น-ลง หรือเป็นลักษณะโค้ง ดังรูปที่ 19 เพราะ จะทำให้ฟิล์มสีจับชิ้นงานหนาไม่เท่ากัน การเคลื่อนปืนพ่นสีที่ไม่ถูกต้องจะทำให้เกิดละอองสีบริเวณปลายสุด หากคว่ำปืนพ่นลงละอองสีที่เกิดขึ้นของส่วนที่ไกลเกินไปจะเป็นเม็ด หรือด้านจังหวะไกปืนพ่นสีมีสองจังหวะ จังหวะแรกจะเป็นการปล่อยลมออกไปที่หัวพ่นลม ส่วนจังหวะที่ 2 เป็นจังหวะการปล่อยสีออกมาจับชิ้นงาน
จุดเริ่มกดไกปืนพ่นสีให้ห่างจากขอบชิ้นงานก่อนเคลื่อนปืนพ่นเที่ยวแรกที่ขอบของ ชิ้นงาน และเคลื่อนปืนพ่นให้ตั้งฉากกับชิ้นงานจนเลยพ้นขอบชิ้นงานของเที่ยวแรกแล้ว จึงเป็นจุดปล่อยไกปืนออก จากนั้นเคลื่อนปืนลงมาเล็กน้อยซึ่งยังคงอยู่ในระยะของความกว้างรูปร่างสี และ กดไกปืนให้สุด เคลื่อนปืนให้ตั้งฉากกับชิ้นงานแล้วย้อน กลับทางแรกจากขวามือไปซ้ายมือเหมือนเที่ยวแรก ให้ความกว้างของรูปร่างสีซ้อนทับกัน 50% ของแต่ละเที่ยวซึ่งต้องเน้นย้ำให้ตั้งฉากกับชิ้นงานเสมอในแนวนอน
5. ผลจากการปรับปรุง
เมื่อสามารถปฏิบัติงานทำการพ่นได้อย่างถูกวิธีตามที่ได้กล่าวมาแล้วทั้งหมดนั้น ย่อมสามารถทำให้ของเสียลดลงได้ โดยเฉพาะการเกิดผิวส้มหรือการไหลย้อย รวมถึงสีหนาและสีบางหรือการพ่นที่ไม่ทั่วตลอดทั้งชิ้น ซึ่งเป็นเรื่องสำคัญอย่างยิ่งในกระบวนการพ่นสี เพราะเมื่อของเสียลดลงนั่นหมายถึงต้นทุนในการผลิตลดลง ทั้งในส่วนของวัตถุดิบของสีเอง ไม่ว่าจะเป็นการฟุ้งกระจายของสีที่พ่นที่มากเกินไป (over spray) และความพอดีในการใช้สีหรือการประหยัดสีอย่างพอเหมาะ รวมถึงความสิ้นเปลืองทางด้านพลังงานและทรัพยากรในการ rework อย่างเช่น การใช้คนเพิ่ม การเพิ่มกระบวนการในการลอกสีเดิมและแต่งผิวใหม่ ตลอดจนการตรวจสอบซ้ำ เหล่านี้เป็นการสูญเสียอย่างมากที่มักถูกมองข้ามไปทั้งสิ้น ดังนั้นการกำหนดเงื่อนไขที่ดีในการพ่นสีจึงเป็นสิ่งจำเป็นอย่างยิ่งที่ต้องจัดทำขึ้น
6. คำแนะนำเพิ่มเติม
จากการมุ่งเน้นทางด้านคุณภาพเป็นหลัก ดังนั้นการพ่นสีที่ดีมิใช่เป็นเพียงเฉพาะผู้ทำการพ่นคนใดคนหนึ่งเท่านั้นยัง ต้องให้ผู้ปฏิบัติงานทุกคนสามารถทำการพ่นได้ดีอย่างเท่าเทียมกัน ซึ่งควรจะจัดทำแผนการทำงาน ซึ่งประกอบด้วย ตั้งแต่วิธีการตรวจเช็ควัตถุดิบชิ้นงาน และวัตถุดิบสี การผสมสี วิธีการฉีดพ่น และเทคนิคต่าง ๆ ที่พึงกระทำ เพื่อเป็นมาตรฐานที่ดีในการทำงาน จากนั้นนำไปติดไว้ภายในห้องพ่น เพื่อให้ผู้ปฏิบัติงานทุกคนสามารถทำการพ่นได้อย่างมีประสิทธิภาพที่ดีเช่น เดียวกัน ซึ่งจะทำให้ได้รับการทำงานที่ง่ายและสะดวกรวดเร็วขึ้นทั้งในแง่ ของตัวผู้ปฏิบัติงานเอง และชิ้นงานมีคุณภาพสูงขึ้น มีความสม่ำเสมอมากขึ้น ซึ่งเป็นการสร้างระบบการทำงานที่ดี มีระเบียบวินัยในการปฏิบัติงานได้วิธีหนึ่ง
7. Key Word
สีบาง (Thin) : ความหนาชั้นสีไม่ได้มาตรฐาน
สีไม่ทั่ว (Not cover) : ชั้นสีไม่ครอบคลุมทั่วทั้งชิ้นงาน
ผิวส้ม (Orange peel) : ชั้นสีมีลักษณะนูนคล้ายเปลือกส้ม
สีย้อย (Runs) : ชั้นสีมีลักษณะการไหลย้อยเป็นคลื่น
ตัวทำละลาย (Solvent) : สารเคมีสำหรับการผสมสี
สีพื้น (Primer) : ชนิดของสีที่ต้องใช้รองพื้น (ชั้นล่าง)
สีทับหน้า (Top coat) : ชนิดของสีที่ให้ความสวยงาม (ชั้นบน)
ระยะซ้อนทับ (Over lap) : ระยะการพ่นทับกันเพื่อความกลมกลืนของเนื้อสี
ปืนพ่นสี (Painting spray gun) : ปืนบรรจุสีใช้แรงดันลม
ละอองสีฟุ้งกระจาย (Over spray) : ละอองสีที่ฟุ้งกระจายมากเกินความจำเป็น
หนังสืออ้างอิง
จากหนังสือเคาะพ่นสีรถยนต์ พงษ์ศักดิ์ บุญธรรมกุล 2544

