1. หัวข้อการปรับปรุง
การลดเวลาการปรับตั้งเครื่องของงานฉีดพลาสติกให้สั้นลง (Shortening of the set up time)
2. แรงจูงใจและสาเหตุที่ต้องทำการปรับปรุง
ในอดีตระบบการผลิตเป็นแบบการผลิตเชิงปริมาณ (Mass Production) เนื่องจากมีผู้แข่งขันจำนวนน้อยราย แต่ในปัจจุบันมีผู้แข่งขันจำนวนมากขึ้น เทคโนโลยีสูงขึ้น และความต้องการของผู้บริโภคที่เปลี่ยนไป การผลิตสินค้าจึงต้องคำนึงถึงการตอบสนองความต้องการของผู้บริโภคเป็นหลัก ดังเช่น การผลิตรถยนต์ ซึ่งมีหลายรุ่น หลายแบบ หลากสี ดังนั้นเพื่อให้สนองตอบความต้องการของลูกค้าจึงต้องมีการปรับปรุงกระบวนการ ผลิตเพื่อให้สามารถทำงานได้ภายใต้เงื่อนไขที่กำหนด (เช่น การลดเวลาการปรับตั้งเครื่องของงานฉีดพลาสติก) รวมทั้งส่งผลต่ออนาคตที่กำลังมาถึงขององค์กรในการเพิ่มขีดความสามารถของการแข่งขัน
สาเหตุหลักที่ต้องมีการปรับปรุงงานเนื่องจากวิธีการทำงานล้าสมัย ทำให้สิ้นเปลืองแรงงาน เวลา ค่าใช้จ่ายและวัสดุอุปกรณ์ต่างๆ วัตถุประสงค์ในการปรับปรุงงานจะคำนึงถึงความมีประสิทธิภาพและความประหยัด การใช้ทรัพยากรบุคคล วัสดุ อุปกรณ์รวมทั้งเวลาให้น้อยลง ซึ่งอาจมีการตัดขั้นตอนของงานที่ไม่จำเป็นออกไป หรือจัดลำดับขั้นตอนในการทำงานใหม่ ประโยชน์ที่ได้จากการปรับปรุงงานคือ ช่วยเพิ่มประสิทธิภาพของงาน ช่วยประหยัดแรงงาน เวลาค่าใช้จ่ายและวัสดุอุปกรณ์ต่างๆ รวมทั้งช่วยให้เกิดความสะดวกและรวดเร็วในการปฏิบัติงาน
3. ข้อมูลพื้นฐานของโรงงาน
กระบวนการฉีดพลาสติกประกอบด้วยขั้นตอนดังรูปที่ 1
รูปที่ 1 กระบวนการฉีดพลาสติก
การทำงานเป็นกระบวนการของรอบการฉีดพลาสติกเริ่มจาก พลาสติกในรูปผงหรือเม็ดพลาสติก ถูกส่งเข้าไปในส่วนป้อนและควบคุมปริมาณ ก่อนที่จะหลอมเหลวในส่วนที่มีอุณหภูมิต่างกันแล้วจึงฉีดเข้าไปในแม่พิมพ์ ด้วยแรงส่งของลูกสูบหรือเกลียวอัด พลาสติกเหลวจะไหลเต็มแม่พิม์กลายเป็นพลาสติกแข็ง สุดท้ายแล้วนำออกจากแม่พิมพ์เป็นชิ้นงานสำเร็จรูป
4. Know How/แนวคิดที่นำมาใช้ในการปรับปรุง
แนวคิด: ขจัดกิจกรรมที่ไม่จำเป็นและลดความสูญเปล่า (Muda) ออกไป เพื่อให้สามารถกำจัดเวลาที่ไม่ก่อให้เกิดรายได้ให้มีน้อยที่สุด ในกระบวนการปรับตั้งเครื่องสามารถกระทำได้โดยแบ่งการ เตรียมการออกเป็น 2 ขั้นตอน คือ
1.การเตรียมการระหว่างกระบวนการผลิต (External set up) เป็นการทำงานที่ไม่จำเป็นต้องหยุดเครื่องก็สามารถทำได้
การเตรียมงานระหว่างกระบวนการผลิต (External set up)
· การเตรียมพิมพ์ตัวใหม่ (หมายเลข 1)
· การเตรียมเครื่องมือ (หมายเลข 2 และ 3)
· นำเครนมาเตรียมไว้ในตำแน่งที่กำหนดไว้ (หมายเลข 4)
2. การเตรียมการระหว่างจบกระบวนการผลิต (Internal set up) เป็นการทำงานที่จำเป็นต้องหยุดเครื่องจึงสามารถทำได้
5. รายละเอียดวิธีการปรับปรุง
สิ่งที่ควรรู้เกี่ยวกับงานพลาสติกประกอบด้วย โครงสร้างของแม่พิมพ์ และโครงสร้างของชุดฉีดเพื่อให้สามารถเข้าใจถึงการทำงานเบื้องต้นได้
DME = การเรียกชื่อมาตรฐานตามแบบประเทศอังกฤษ
DMS = การเรียกชื่อมาตรฐานตามแบบประเทศสหรัฐอมริกา
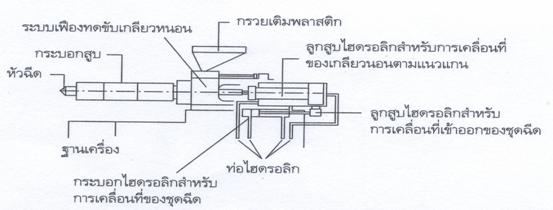
รูปที่ 3 โครงสร้างของชุดฉีด
5.1 เช็คเวลาการปรับตั้งเครื่องก่อนการปรับปรุง
หมายเลขเครื่องจักร: B14CLF
ขนาด: 800 Ton
|
กระบวนการหลัก |
กระบวนการย่อย |
เวลา (นาที) |
|
การถอดแม่พิมพ์ตัวเก่า |
1. นำเครนมาวางหน้าเครื่องฉีดพลาสติก |
1.07 |
|
2. ปลดสายน้ำหล่อเย็น |
1.00 |
|
|
3. ปลดตัวจับยึดแม่พิมพ์ (unclamp) |
1.62 |
|
|
4. หาเครื่องมือ |
0.64 |
|
|
5. ยกแม่พิมพ์ตัวเก่าโดยใช้เครน |
1.44 |
|
|
6. เก็บแม่พิมพ์ตัวเก่าไว้ที่สโตร์ |
3.26 |
|
|
การติดตั้งแม่พิมพ์ตัวใหม่ |
7. เตรียมแม่พิมพ์ตัวใหม่ |
3.34 |
|
8. วางแม่พิมพ์ตัวใหม่ระหว่างแท่นรอง (die plate) ของเครื่องฉีดพลาสติก |
0.68 |
|
|
9. ปรับตำแหน่งของแม่พิมพ์ให้ตรงกับหัวฉีดของเครื่องจักร |
5.49 |
|
|
10. ยึดแม่พิมพ์ (clamp) |
5.72 |
|
|
11. ปลดโซ่ออกจากแม่พิมพ์ |
1.08 |
|
|
12. ติดตั้งสายน้ำหล่อเย็น |
9.79 |
|
|
|
เวลาทั้งหมด |
35.12 |
จากตารางข้างต้นพบว่าเวลาการปรับตั้งเครื่องเป็น 35.12 นาที ซึ่งเมื่อข้อมูลมาวิเคราะห์หาความผิดปกติแล้ว สามารถทำการปรับปรุงเพื่อให้ได้เวลาการปรับตั้งเครื่องเป็นตัวเลขหลักเดียว (Single number)
5.2 การเตรียมการปรับปรุง
1. สถานที่วางแม่พิมพ์ (mould place)
รูปที่ 4 ตัวอย่างของสถานที่วางแม่พิมพ์
สถานที่วางแม่พิมพ์: ควรมีสถานที่เตรียมแม่พิมพ์ตัวใหม่ให้ใกล้กับเครื่องฉีดพลาสติก เพื่อลดเวลาการยกแม่พิมพ์มาจากสโตร์ และสถานที่วางแม่พิมพ์ตัวเก่า โดยหลังจากที่เปลี่ยนแม่พิมพ์เสร็จเรียบร้อยแล้วจึงนำไปเก็บที่สโตร์
2. แหวนประคอง (Locating ring)
รูปที่ 5 ตัวอย่างของแหวนประคอง
แหวนประคอง: จะทำให้แม่พิมพ์วางแนวกับเครื่องฉีดได้อย่างถูกต้อง เนื่องจากจุดศูนย์กลางของหัวฉีดอยู่ตรงกับศูนย์กลางของแม่พิมพ์ จึงสามารถประกอบเข้ากันได้อย่างแม่นยำ และเพื่อให้สามารถสวมเข้ากับหัวฉีดของเครื่องฉีดพลาสติกได้ง่ายโดยการทำลาดเอียง ( taper)
3. การทำเครื่องหมายที่เครน
รูปที่ 5 การทำเครื่องหมายที่เครน
การทำเครื่องหมายที่เครน: เพื่อให้สามารถปรับตำแหน่งของเครนได้อย่างรวดเร็ว
5.3 การกำหนดขั้นตอนการทำงาน
การกำหนดลำดับขั้นตอนการทำงาน และจำนวนพนักงงานที่ทำหน้าที่ปรับตั้งเครื่องจะส่งผลถึงการลดเวลาปรับตั้งเครื่องด้วย
จากกระบวนการดังกล่าวพบว่าพนักงานคนที่ 1 มีภาระงานมากกว่าพนักงานคนที่ 2 เป็นอัตราส่วน 13:8 ซึ่งจะทำให้เกิดปัญหาคอขวดได้ (เนื่องมาจากข้อจำกัดของเครื่องฉีดพลาสติกและการเลือกใช้เครน ในขั้นตอนดังกล่าวนี้พนักงานคนที่ 1 เป็นคนที่ควบคุมการใช้เครนเพราะแผงควบคุมอยู่ทางฝั่งของพนักงานคนที่ 1)
หลังจากที่ได้ทำการทดสอบพบว่าเวลาปรับตั้งเครื่องเป็น 27.77 นาที เนื่องมาจากมีความผิดพลาดเกี่ยวกับอุปกรณ์และเครื่องมือที่ใช้สำหรับการ เปลี่ยนแม่พิมพ์
ผลการทดสอบครั้งที่ 2
สำหรับการทดสอบครั้งที่ 2 นี้ได้มีการปรับปรุงขั้นตอนการทำงานเป็นดังตารางและควบคุมการใช้ เครนโดยพนักงานคนที่ 2 (เครนคนละตัวกับการทดสอบครั้งที่ 1) สำหรับขั้นตอนลำดับที่ 4-7 ของพนักงานคนที่ 1 เป็นการปรับตั้งเงื่อนไขไว้ก่อนแทนที่จะเสียเวลาสูญเปล่าไปกับการรอ (Muda of waiting)
ผลการทดสอบครั้งที่ 2 พบว่าเวลาปรับตั้งเครื่องเป็น 8.16 นาที
6. ผลจากการปรับปรุง
หลังจากมีการปรับปรุงแล้ว สามารถทำเวลาได้ 8.16 นาที (ลดลง 77%) ซึ่งสามารถทำให้เวลาการปรับตั้งเครื่องเป็นเลขหนึ่งหลักได้ตามเป้าหมาย
เมื่อสามารถกำหนดระยะเวลาของการปรับตั้งเครื่องที่แน่นอนได้จะส่งผลให้ง่ายต่อการวางแผนการผลิตและการควบคุมปริมาณสินค้าสำเร็จรูปมาตรฐาน (สต๊อก) ได้อย่างเป็นระบบ
7. คำแนะนำเพิ่มเติม
ในการปรับปรุงการตั้งเครื่องควรให้พนักงานที่ทำหน้าที่ที่เกี่ยวข้องกับหัวข้อ การปรับปรุงงานมีส่วนร่วมในการปรับปรุงงานด้วยเพื่อให้เกิดผลมากที่สุด เนื่องจากพนักงานที่ปรับตั้งเครื่องจะรู้ปัญหาที่เกิดขึ้นได้ดีที่สุด และควรมีหัวหน้าหรือผู้นำที่มีจิตใจในการปรับปรุงงานอย่างต่อเนื่อง (Kaizen mind) เพื่อนำความเจริญก้าวหน้ามาสู่องค์กร
เมื่อสามารถทำการปรับปรุงได้สำเร็จตามเป้าหมาย ลำดับถัดมาที่ควรกระทำคือจัดทำมาตรฐานการปรับตั้งเครื่องเพื่อให้พนักงานที่ ทำหน้าที่ปรับตั้งเครื่องทุกคนสามารถทำได้ภายในเวลาที่กำหนด
8. คำศัพท์เทคนิค
| Bottom clamping plate | แผ่นยึดด้านล่าง |
| Ejector plate | แผ่นกระทุ้ง |
| Load ratio | สัดส่วนของภาระงาน |
| Locating ring | แหวนประคองหัวฉีดให้อยู่ในตำแหน่งที่เหมาะสม |
| Mass production | การผลิตเชิงปริมาณ |
| Muda | ความสูญเปล่า |
| Set up time | เวลาการตั้งเครื่อง |
| Support block | ตัวเว้นระยะ |
| Support plate | แผ่นยัน |
| Taper | ผนังเอียง |
| Top clamping plate | แผ่นยึดด้านบน |

